1 はじめに
厚生労働省は、BSE発生を踏まえピッシング(ワイヤーによる脳および脊髄の破壊)の中止を全国の食肉処理施設に対して要請しているところであるが、約6割の施設では作業員の安全性確保などの観点から、いまだピッシングを行っている状況である。
他方、EUでは、TSE規則によりこれを全面的に禁止している。
また、ドイツでは、2000年11月に国内初のBSEが発生し、EU規則に準じた特定危険部位(SRM)の除去・管理などへの対応が生じたことから、国内の食肉処理施設はこれらに対応すべく施設などの改善を行ったところである。
今回は、既にBSE対策を講じたドイツにおける先進的な食肉処理施設において、日本での取り扱いが議論されているピッシング代替措置(不動体化)の現状を調査し、日本での実用可能性を探る。また、同国では主流となっている二酸化炭素ガスを利用したスタンニング(気絶)方法や蒸気を用いた湯はぎ方式への取組についても紹介する。
2 ドイツの概要
1 農業全般
ドイツは、EU最大の経済力を持ち、2004年の名目GDP(国内総生産)規模でも米国、日本に次ぐ世界第3位(2兆7,511億ドル)となっており、このうち工業製品を中心とした輸出がGDPの35.5%(日本は約10%)を占め、米国に次ぐ世界第2位の貿易大国となっている。一方、GDPに占める農業総生産額は0.9%(2004年)とEUにおいても低い水準となっている。農家戸数は41万2千戸(前年比4%減)となっており、農業生産の中心は大麦・ライ麦とジャガイモであるが、EU生産量全体に占めるホップ(78%)の生産割合も高い。しかし、中部・南部を中心として零細農家も多く(一農家当たりの豚飼養頭数は255頭と日本の約1/4の規模)、他のEU諸国(イギリスやフランス)の農畜産物に対して価格競争力は相対的に弱いとされる。
2 畜産の概況
ア 牛
2005年11月時点の牛飼養頭数は1,291万9千頭となっており、うち子牛(1歳未満)が402万2千頭、乳用雌牛489万5千頭、肉用牛(1歳以上2歳未満)303万6千頭などとなっているが、2002年以降減少傾向にある。2004年のと畜頭数は前年比3.6%増の376万3千頭、食肉生産量も前年比3.0%増の126万3千トンといずれも増加したものの、飼養頭数が減少傾向にあることから、おおむね横ばいとなっている。また、枝肉卸売価格は枝肉1キログラム当たり2.6ユーロ(377円:1ユーロ=145円)と前年比4.9%高となった。牛肉消費量は、2000年11月に国内初のBSEが発生したことにより、2001年の国民一人当たりの牛肉消費量は前年比35%減の6.8キログラムと大幅に減少したが、その後牛肉消費量は緩やかに回復し、2004年には同11.5キログラムとなっている。しかし、米農務省海外農業局は、消費量は今後減少傾向に転じると予測している。
図1 牛飼養頭数の推移
|
|
|
図2 牛と畜頭数の推移 |
図3 牛肉生産量の推移 |
 |
 |
出典:ドイツ連邦統計局
|
〈トピックス〉
3 拡大BSE検査 BSE発生頭数の推移 |
イ 豚
2005年11月時点の豚飼養頭数は2,698万9千頭で、うち肉豚が1,082万5千頭、繁殖豚255万2千頭などとなっている。また、養豚農家戸数は減少しているものの飼養頭数は増加傾向にある。と畜頭数は前年比1.8%増の2,290万2千頭、枝肉生産量も前年比1.6%増の430万8千トンとなり、枝肉卸売価格は前年比13.2%高の枝肉1キログラム当たり1.5ユーロ(218円)であった。2004年の豚肉消費量は、国民一人当たり52.3キログラムとドイツの食肉消費全体の約7割を占め、EU内でもスペイン、デンマークに次ぐ消費量になっており、ソーセージを中心とした食肉加工製品の消費量が多い。米農務省海外農業局は今後も豚肉消費量は増加傾向にあると予測している。
図4 豚飼養頭数の推移
|
図5 豚と畜頭数の推移 |
図6 豚肉生産量の推移 |
 |
 |
出典:ドイツ連邦統計局
3 食肉処理施設の概況
1 食肉流通における食肉処理施設の位置付け
ドイツ国内のと畜解体処理施設は、州または連邦から認可を受けた民間企業がHACCPシステムを導入(2002年EU規則で義務化)した管理・運営を行っている。今回訪問したウエスト・フレイシュ社などの大手は、と畜解体および部分肉製造を行っている処理施設からコンシューマーパック商品を製造する加工施設まで所有し、ここから自社ブランドを冠した製品をスーパー、外食などに供給しており、米国の食肉パッカー同様、食肉流通の中核をなしている。特に、豚肉の流通では、生産から消費までのインテグレート化(垂直的統合)が進んでいる。しかし、BSE発生を契機とした施設の改善などにより処理コストは上昇傾向にある。
2 牛のと畜・解体処理
ア 工程
処理工程は日本とほぼ同じであり、ダーティーゾーン(追い込み、スタンニング、放血、前脚処理、頭部処理、後脚処理、皮はぎ、食道結さく、肛門結さつ)からクリーンゾーン(内臓処理、背割、トリミング、計量)と流れ、枝肉保管庫で24時間かけ肉芯温度が約5度になるまで冷却される。追い込みから枝肉保管庫までは40〜45分、1時間当たり50〜60頭が処理されている。日本に比べ、施設の作業エリアが広く処理ラインも直線的に流れており、交差汚染を防止できる構造となっている。
イ BSE発生時の対応
BSE発生による器具などの洗浄や交差汚染の防止およびBSE患畜牛が発見された場合の廃棄対象牛を明確にするため、15頭を1つのグループとしたSTOP&GO方式(クループの作業が終了すると一度ラインが止る)が導入されている。ラインが止っている間(訪問先の施設では2分間)に、ナイフおよびバンドソーの取替え、消毒槽の熱湯入替が行われる。
BSE患畜牛が発見された場合、EU規則ではBSE患畜牛の前1頭と後ろ2頭を含めた計4頭を廃棄処分とすることとしているが、ドイツでは、患畜牛の前1頭とそれ以降のグループ内すべての牛が廃棄の対象となっており、最大で16頭(グループの先頭の牛が患畜牛であった場合、前のグループの最後の1頭も廃棄対象のため)が廃棄対象となる可能性がある。
ウ 訪問先の概要
(1)Gausepohl社
創業者のGausepohl氏が1950年代に設立。現在は、ドイツ国内の5つの処理施設で、牛が1日当たり約1,200頭、豚が約6,000頭と畜され、それぞれ180トン、160トンが部分肉に加工されている。同社は、HACCPに加えIFS(International
Food Standard-High Level:2002年に制定され、施設管理方法、表示、検査手順、検査承認について一貫した評価システムを設定し、消費者などに対し透明度の高い食品供給体制を確立していることを示すことができる。)基準をクリアし、品質管理を最重要とする企業経営を行っている。訪問した施設は稼動後40年が経過していたが、3年前に全面改築を実施し、交差汚染が容易に防止できるよう直線的なラインを組むなど衛生面での工夫が見られた。なお、同施設ではBSE患畜牛が2頭発見されている。

(2)West fleisch社(Lubecke工場)
と畜解体処理施設4カ所、部分肉加工施設1カ所、ハム・ソーセージ加工施設2カ所、コンシューマーパック専用施設1カ所、製品の保管・流通をコントロールする冷蔵倉庫1カ所を有する1928年設立の大手食肉処理会社。冷蔵倉庫を除く全施設がHACCPおよびIFSを導入するとともにISO9001も取得している。訪問したLubecke工場は、年間に牛13万頭、豚50万頭を処理している。これまで3頭のBSE患畜牛が発見されている。詳細は後述するが、BSE対策として電気刺激による不動体化を導入している。
3 豚のと畜・解体処理工程
ドイツでは、蒸気を利用した湯はぎ方式が主流(詳細後述)となっており、日本の皮はぎ方式とは大きく異なる。しかしながら、処理工程自体は、ダーティーゾーン(追い込み、スタンニング、放血、頭部処理、食道結さく、肛門結さつ、湯剥ぎ)からクリーンゾーン(内臓処理、背割、トリミング、計量)と日本の処理工程とほぼ同じである。追い込みから枝肉保管庫まで約40分、1時間当たりの1ライン処理頭数は約300頭と日本に比べ多い。
また、ドイツでは、豚にできるだけ苦痛を与えずにと畜するという考え方から二酸化炭素(CO2)を用いたスタンニング方式(詳細後述)が主流となっており、この点についても日本とは異なっている。
ア Brand社
1930年設立の同族経営による中堅の食肉処理会社。二酸化炭素ガスによるスタンニングと飽和蒸気による湯はぎ方式を導入している。HACCPと併せてISO9001の認可も受けており、現在、IFS基準を満たすよう施設の管理・運営体制を見直しているとのことであった。同社では、コストおよび衛生管理の両面から、水の使用を出来るだけ抑えており、豚1頭当たり160〜170リットルとのことであった。

イ West fleisch(Coesfeld工場)社
同社のCoesfeld工場は、1日当たり7,000頭の処理能力を持ち、Brand社同様、二酸化炭素ガスによるスタンニングと飽和蒸気による湯剥ぎ方式を導入している。同工場は、施設の効率的な運営を図るため、ロボットを導入したと畜・解体を行っている(詳細後述)。

4 ピッシングに代わる「牛」の不動体化処理について
1 ドイツのと畜場における牛の不動体化処理の現状
今回、牛のと畜処理を行う2施設における不動体化処理の実態を調査した。不動体化の方法については、1つ目の施設では放血時間を長くすることにより対応し、2つ目の施設においては、放血時に電気刺激を与えることにより不動体化を行っていた。また、今回稼働中の施設を調査することはできなかったが、ドイツ政府が民間企業(BANSS社)の協力を得て開発した電気スタンニングによる不動体化処理を行うシステムをクンバッハ食肉研究所(ドイツ政府)で視察した。それぞれの事例について紹介したい。
ア 放血時間を長くすることで不動体化に対応している施設(gausepohl社)
この施設では、のど刺し後に放血時間を長く取ることで牛の不動体化を図っている。
(1)スタンニング
貫通式のボルトスタンニングにより行われていた。

スタンニング時の牛の状態
(2)シャックリングおよびのど刺し
スタンニング後、すぐにシャックリング(足掛け、吊り上げ)し、吊るした状態で、のど刺しを行い放血が始まる。

シャックリング時の牛の状態
(3)放血
放血は50秒程度行う。作業員はシャックリングに1名、のど刺しに1名が対応している。

放血時の様子
(4)考察
のど刺し時の足のけいれんは激しく、作業員が体を抑えながら作業を行っていた。作業員からのクレームはないとのことであったが、牛が懸垂ラインから落下する可能性や作業員が牛に蹴られる可能性があると思われた。
イ 放血時に電気刺激を与えることにより不動体化を行っている施設(Westfleisch社)
以前はピッシングを行っていたが、BSE発生以降、現在のシステムによる不動体化処理に移行している。(写真撮影不可のため説明文のみ)
(1)スタンニング
エアガンによる非貫通式で行われていた。スタンニングされたと体は気絶した状態でスタンニングボックスからコンベア上に排出される。

スタンニングボックス
(2)電気刺激(1回目)
コンベア上で横臥した牛の鼻に、ノーズクリップと言われる電極を挟み込み通電を行う。この時の電流は低電圧である。通電時の牛は、四肢が細かくけいれんする。通電の目安は約30秒間であった。
(3)のど刺し・放血
通電終了後、コンベア上でのど刺しを行う。のど刺しを行う時には牛の暴れは見られなかった。なお、血液はのど刺しした所からバキュームにより吸引される。

コンベア
(4)電気刺激(2回目)
放血が開始されたら、2度目の通電を行う。これにより、放血促進の効果が得られ、シャックリング時での牛の暴れが見られない。
(5)考察
a 作業員の安全性
作業員は、牛の頭部側から作業を行うため、けいれんした牛に蹴られる恐れはない。当施設においては、電気刺激とのど刺しの工程を1名の作業員で対応していた。
b 肉質への影響
放血がスムーズに行われることにより、筋肉中のスポット(血班)発生率が減少したとのことである。また、電気刺激を与えたことにより、肉が柔らかくなるとのことであった(一定時間内での肉のPh値の減少割合が以前に比べ早くなることがその要因とのこと)。
ウ 電気スタニングシステムによる不動体化(クンバッハ食肉研究所)
ドイツでは、スタンニング(ボルトまたはエア)時に脳を損傷する恐れがあるとして、これに代わるスタンニング方法の開発が始まり、加えて国内でのBSE発生を踏まえ、電気によるスタンニングから不動体化までを一体的に行うシステムが開発された。
このシステムは、BANSS社により2001年5月にフランクフルトで開催された見本市でそのコンセプト型が展示され、同年8月にクンバッハ食肉研究所のと畜施設に実験機を設置、共同開発が始まった。2003年には、ドイツ国内のと畜場への導入が始まり、1時間当たり35〜40頭の処理能力のものが稼動している。
(1)作業工程
a スタンニングボックス内への追込みおよび体の固定
スタンニングボックス内に牛を追込み、通電のために胸部、腹部および首を固定する。

スタンニングボックス内で牛が固定されるイメージ
b 電気刺激によるスタンニング
電極は、鼻部、側頭部および胸部の3カ所に設置され、脳と心臓に通電することにより、せき髄に電流が流れ、脳から筋肉への信号がブロックされる。これにより、後脚のけいれんや暴れが軽減されるとのことである。
電流は2.5〜3.5A、最大電圧は300Vである。ドイツの電殺に関する規程では、最低通電量は6カ月齢以上では2.5A、6カ月齢未満では1.0Aと規定されており、牛においては心臓への通電が義務付けられている。

鼻部電極

側頭部電極

胸部電極・腹部支え
通電は、はじめに鼻部〜側頭部、その後鼻部〜胸部の順番で行われる。通電時間は、鼻部〜側頭部が2〜4秒、鼻部〜胸部が8〜14秒である。
通電の効果は、目の動きおよび呼吸の有無によって判断することができる。これらが見られる場合は、通電が不十分である。なお、開発後の試験では5%の牛で十分な通電効果が得られなかったため、再度スタンニングを行う必要が生じた。この場合は、確実性を期すためボルトスタンニングで行うことが望ましいとのことである。
牛に流れる電流はスムーズかつ一定に流れるほど、的確なスタンニングおよび放血が期待できるが、牧場からと畜場までの搬送距離が長くなると、移動中に水分の摂取ができないため、体内の水分量が減少し、これにより電流の流れが悪くなるとのことである。
また、雄と雌とでも電流の流れ方が異なる。実験では、雌に比べ、雄の方が電流が流れやすかったとのことである。

通電時の様子
c スタンニングボックス内での放血
のど刺しは通電終了後、10秒以内にスタンニングボックス内で行う。牛をボックス内で立たせた状態で放血を行うため、作業員が蹴られる心配はない。また、牛はボックス内で胸部および腹部が支えられているため、ボックス内で体がくずれ落ちることがなく、骨折する心配がない。のど刺し後、約10秒間で12〜15リットルの放血が期待できるとのことであった。これはと畜工程の放血量の約80%に相当し、立った状態で放血を行うことにより、横臥した状態に比べ心臓などへの圧迫が軽減されることがその要因であるとのことであった。

放血時の様子
d シャックリング
放血後はボックスが回転し、と体がボックス外へ排出され、シャックリングを行う。

回転前のスタニングボックス
放血後、ボックスが回転する。ボックスの回転はタイマー式、手動式のどちらでも可能である。

回転後のスタニングボックス

放血後ボックスが回転した状態

シャックリング
e 考察結果
(a)作業員の安全性
ボックス内でスタンニングから放血まで行うため、作業員が牛に蹴られることはない。また電気スタンニングの効果が不十分であった場合は、ボルトスタンニングを行う必要があるが、この場合においても、頭が固定された状態であるため、作業員の安全性が確保される。
(b)骨折の発生
スタンニング時に胸部と腹部の支えにより、体が固定されているため、牛がボックスで崩れ落ちることがなく、スタンニング時における骨折の発生はほとんどない。
(c)血斑の発生
開発後の試験では、血斑の発生した牛は見られなかったとのこと。立った状態により放
血が促進されていると考えられる。
(d)肉の柔らかさ
表2によると、冷蔵後45分後の枝肉のpH 値は、電気スタンニングによる方が低くなっているが、24時間後のpH値はほとんど同じになっている。これは電気スタンニングにより冷蔵後すぐにpH値が低下したことを意味する。これにより、肉が柔らかくなるとのことである。
(e)ドリップの量
ボルトスタンニングと比べると、ドリップの量は若干多いとのことである。
表2 冷蔵庫入庫後の枝肉のph値及び温度の比較
エ 日本のと畜場での不動体化導入可能性
ア〜ウの事例から日本のと畜場で導入するとした場合、アは単に放血時間を延ばしただけなので有効性は無いが、イおよびウについては表3のとおりである。
日本国内の食肉処理施設の現状を勘案すれば、安全性と導入コストが優先すると思われることから、イの方式による不動体化措置の有効性が高いように思われる。
表3 不動体化措置の比較
5 ドイツにおける豚の処理ライン
今回、ドイツでは主流となっている二酸化炭素ガスを利用したスタンニング(気絶)方法、蒸気を用いた湯はぎ方式および処理施設の無人化(処理ロボットの導入)を実施している食肉処理施設を訪問する機会を得たので、これらについても紹介する。(1)二酸化炭素ガススタンニングシステム
二酸化炭素ガスを利用したスタンニングシステムについてBrand社の事例を紹介する。
ア 二酸化炭素ガススタンニングシステムの概要
システムは図7のとおり、地下に埋められており(深さ9メートル)、豚の入ったゴンドラがその中を2分45秒で一周する。施設内は二酸化炭素ガスが充満し、ガス濃度は入り口付近が82%、底部で95%となっており、豚が徐々に気絶するよう底部に行くほど濃度が濃くなる。
イ 作業工程
(1)自動追込装置内への追込み
係留所からゴンドラへの移動のための自動追込装置内に豚を追い込む。この際、豚になるべく刺激を与えないように注意している。1回のスタンニング頭数は設備の能力により異なるが、同社では3〜4頭であった。
図7 二酸化炭素ガスシステムの概要

自動追込装置への追込み
(2)ゴンドラ内への追込み
自動プッシャーにより、ゴンドラ内へ豚が追い込まれる。プッシャーはセンサーにより自動化されている。
グループでゴンドラ内に入るため、豚へのストレスが少ないようであり、鳴き声はほとんど聞かれなかった。

自動プッシャーによるボックス内への追込み
(3)スタンニング
二酸化炭素ガスにより気絶した状態で、豚がゴンドラ内から排出される。気絶している時間は最長6〜7分である。

気絶した豚がゴンドラから排出される様子
(4)のど刺し及び放血
のど刺しはシャックリングされた状態で行われる。血液はバキュームにより吸引され、ソーセージの原料に利用されている。

バキュームによる血液の吸引
ウ 電気スタンニングとの比較
(1)コスト
導入経費、メンテナンス経費においては、二酸化炭素ガス式が安価であるが、ランニングコストにおいては高くなる。これは電気代に比べ、ガス代が高いためである。なお、1頭当たりの二酸化炭素ガス使用量は約200グラムとのことであった。
(2)作業効率
二酸化炭素ガス式ではグループでゴンドラ内に追い込むことから、豚のストレスが軽減され、1頭ずつスタンニングを行う電気式と比べると、ボックス内への追い込みも容易に行える。
(3)肉質
ムレ肉の原因の一つであると畜時のストレスが軽減される。また、通電時の毛細血管の破裂による血斑の発生などが低減される。
(4)内臓
電気式に比べ、放血率が低くなるため、肝臓内に血液が残り、色が若干黒ずむ傾向があるとのことだったが、訪問先の施設では黒ずんでいるようには見えなかった。

二酸化炭素スタンニングによる豚の肝臓
(5)動物愛護
EUにおける動物福祉の方針では、と畜時は家畜に苦痛を与えないこととされており、二酸化炭素ガス式は電気式と比べて、豚が二酸化炭素を吸うことで徐々に意識がなくなるという点で不必要な苦しみを与えないこと、また失神時間が5分以上あるため、と畜(のど刺し)の瞬間は無感覚でいられる点などで優れているとのことである。
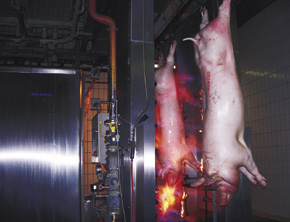
(2)豚の湯はぎ
ア 湯はぎの特徴
EUでは、多くの国で湯はぎによる処理が行われている。これは皮はぎによる処理工程は明確なゾーン分けができないとの認識があるとともに、湯はぎでは、枝肉が部分肉処理されるまで皮に覆われた状態であるため、枝肉の衛生が保たれるとの認識からである。皮は一般的にはコラーゲンとして、出荷されているとのことである。
イ 湯はぎの作業工程
Brand社において、導入されていた蒸気式の湯はぎシステムについて紹介する。
(1)蒸気式湯引
蒸気式湯引きトンネルを放血後のと体が通過する。蒸気がと体を包み込むことにより、と体表面の毛穴が開き、脱毛しやすい状態となる。なお蒸気の温度は、季節や処理施設によって微妙に調整されている。訪問施設では63℃で設定されていた。

蒸気式湯引装置

装置内で湯引きされる豚の様子
(2)脱毛
脱毛機では、内部にあるビータが回転しながら、と体表面を叩き脱毛する。右回りと左回りの2台のビータを豚が通過することでと体表面が満遍なく脱毛される。

脱毛の様子

脱毛機内のビータ
(3)毛焼き
ドライホップ装置でと体表面の余分な水分を除去した後、約800℃の火炎バーナーにて残毛を除去した後、洗浄とブラッシングが行われる。
毛焼きの様子

ブラッシング
ウ 考察
湯はぎ処理は、枝肉が部分肉加工まで皮に覆われた状態であるため、作業員が直接肉に接触することがないため、衛生面では優れていると言える。
(3)豚のと畜ロボット
今回調査を行ったWestfleisch Coesfeld社における豚と畜ラインの作業ロボットについて紹介する。
ア ロボットを導入する動機
(1)高度な衛生管理
1頭処理をするごとの機器の消毒がプログラムされていることから、高度な衛生管理が可能である。
(2)人件費の削減効果
ロボットは24時間稼動が可能である。調査を行った処理施設は、20時間稼動しており、2シフト制であることから、1台のロボットを導入することにより、最低2名の作業員を削減したとのことであった。
(3)容易なメンテナンス
BANSS社のと畜ロボットは、自動車産業などで導入されている6軸ロボットにと畜処理に合わせたプログラムを設定したものである。他業界で既に実績のある汎用機を使用していることから、信頼性が高く、メンテナンスも容易である。設置工場では8,000時間でメンテナンスを行っているとのことであった。
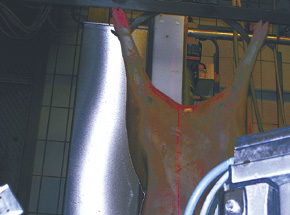
イ ロボットの稼働状況

と体サイズを認識するためのセンサー
 |
 |
|
レーザーによると体識別 |
前足切断 |
 |
 |
|
直腸結束 |
胸骨割 |
 |
 |
|
恥骨割 |
ロボットによる切断面 |
6 おわりに
ドイツは、英国をはじめとするEU域内で多くのBSE患畜牛が発生していることや、これによる牛肉消費の減少などを踏まえ、国内のBSE対策の基準をEUレベルより高く設定している。今回調査した不動体化措置については、政府をはじめ関係業界が連携して対応に当たり、ピッシングを中止した上での不動体化措置は適切に行われているように思われ、日本での導入可能性は十分にあるが、導入に当たっては日本の食肉処理施設の実態に合わせた機械・器具のアレンジおよび施設の改善などが行われた上で導入され、ピッシングの中止が進むことを期待したい。
また、ドイツは、国民一人当たり牛肉を10キログラム強、豚肉を50キログラム消費する国であることから、HACCP・ISO・IFSを導入し、ラインの省力化(ロボット化)などを推し進め、食肉処理施設を正確でスピーディーな製造方式に近づける努力を行っており、工業国家ドイツの気質を感じた。
最後に今回の調査で関係データなどの提供に協力を頂いたドイツ政府(クンバッハ研究所)、バンス社およびイリス社の方々にこの場をお借りして感謝いたします。