亂梫栺亃
丂姅幃夛幮傾儅僞働偺搶擔杮戝恔嵭傊偺懳墳丄宱塩曽恓摍偺寛抐偼恦懍偐偮揑妋偵峴傢傟偨丅幮堳堦娵偲側偭偨寽柦偺暅嫽暅媽嶌嬈偵傛傝4僇寧掱偱弌壸傪嵞奐偟偨丅偙傟傎偳抁婜娫偱宱塩嵞奐偵偙偓偮偗傜傟偨尨摦椡偼壗偩偭偨偺偐丅抧堟嶻嬈傪慡椡偱庣傠偆偲偡傞摉宱塩偺擔崰偐傜偺婋婡娗棟懱惂側偳尰抧挷嵏偟偨偺偱曬崘偡傞丅
1丏偼偠傔偵
丂暯惉23擭3寧11擔偵敪惗偟偨搶擔杮戝恔嵭偼丄搶杒抧曽傪拞怱偵傢偑崙偺僼乕僪僔僗僥儉偵恟戝側旐奞傪傕偨傜偟偨丅摿偵丄戝抧恔偺捈屻偵摓払偟偨戝捗攇偼嶰棨奀娸偺巗挰懞偵夡柵揑側旐奞傪傕偨傜偟偨丅杮峞偱徯夘偟偰偄傞姅幃夛幮傾儅僞働乮埲壓丄傾儅僞働偲婰嵹乯偼丄嶰棨奀娸偵埵抲偡傞娾庤導戝慏搉巗偵杮幮傪抲偒丄寋擏偺惗嶻偐傜壛岺傑偱傪峴偭偰偄傞崙撪戝庤偺怘捁惗嶻婇嬈偱偁傞丅挷嵏偵巉偭偨偺偼恔嵭偐傜敿擭偁傑傝偑宱偭偨嶐擭暯惉23擭10寧偱偁傝丄婇嬈偲偟偰偺妶摦偼偐側傝夞暅偟偨傕偺偺丄姰慡側暅媽偼傑偩傑偩偲偄偆抜奒偱偺暦偒庢傝挷嵏偲側偭偰偄傞1丅杮峞偼丄傾儅僞働偺峀斖側妶摦偺堦晹暘傪堦帪揰偱尒偰偺儗億乕僩偱偁傝丄摨幮偺慡懱憸傪徯夘偱偒偰偄傞傢偗偱偼側偄偙偲偼嵟弶偵偍抐傝偟偰偍偐側偗傟偽側傜側偄偑丄偦傟偱傕摨幮偺宱尡傪捠偟偰丄戝恔嵭偺傛偆側儕僗僋偵棫偪岦偐偄丄怘椏偺嫙媼偺偨傔偵婇嬈偺儅僱僕儊儞僩偲偟偰壗傪側偡傋偒偐偼丄偼偭偒傝偲尒偊偰偒偨傛偆偵巚偆丅
1丂杮峞偼丄姅幃夛幮傾儅僞働偱偺暦偒庢傝挷嵏偲捀懻偟偨帒椏丄媦傃摨幮偺儂乕儉儁乕僕偵婎偯偄偰庢傝傑偲傔傑偟偨丅暦偒庢傝挷嵏偵偛嫤椡捀偒傑偟偨姅幃夛幮傾儅僞働忢柋庢掲栶娗棟摑妵栶堳丒懞忋庣峅條丄幏峴栶堳怘昳壛岺晹晹挿丒桍揷壚岶條丄庬寋晹晹挿丒峳栘峀恖條丄泎棏晹晹挿丒孎扟嫓條丄宱塩婇夋壽壽挿丒嵅摗妛條丄搶嫗杮幮儅乕働僥傿儞僌晹丒嶳嶈堦楴條偵屼楃傪怽偟忋偘傑偡丅
2丏傾儅僞働偺奣梫
乮1乯丂婇嬈偺奣梫
丂傾儅僞働偼丄娾庤導戝慏搉巗偵杮幮偲庡梫側岺応摍傪抲偒丄柫暱寋乽撿晹偳傝乿偺泎壔丒堢惉丒惗嶻丒壛岺丒塣憲丒斕攧傑偱偺慡岺掱傪帺幮偱堦娧偟偰峴偭偰偄傞婇嬈偱偁傞丅婇嬈偼丄徍榓39擭偵憂嬈偟偨娒抾帞椏揦偵傛傞梴寋偑尨揰偲側傝丄徍榓45擭姅幃夛幮娒抾僽儘僀儔乕偺愝棫傪宱偰丄徍榓63擭偵姅幃夛幮傾儅僞働偵幮柤傪曄峏偟偰崱擔偵帄偭偰偄傞2丅帒杮嬥1壄墌偱丄戙昞庢掲栶幮挿丒娒抾廏婇巵偺壓偱512柤偺廬嬈堳偑擭彜110壄墌偺攧忋妟傪忋偘偰偄傞婇嬈偱偁傞乮弌揟偼丄暯惉23擭10寧帪揰偺摨幮儂乕儉儁乕僕乯丅
丂傾儅僞働偺嵟戝偺摿挜偼丄柫暱寋偱偁傞乽撿晹偳傝乿偺惗嶻偐傜棳捠傑偱偺堦娧懱惂傪偲偭偰偄傞偲偙傠偵偁傞丅柫暱寋乮僽儔儞僪寋乯偲偄偆僇僥僑儕乕偼丄徍榓50擭戙屻敿傑偱偺抧寋偐僽儘僀儔乕偐偲偄偆2暘朄揑側僇僥僑儕乕暘偗偺拞偐傜弌偰偒偨傕偺偱偁傞丅乽抧寋乿偼嵼棃庬弮寋傑偨偼偦傟傪恊偵巊偭偨傕偺偲偄偆偺偑婎杮揑側摿挜偲側傝丄乽僽儘僀儔乕乿偼怘擏愱梡偺戝検帞堢梡偺嶨庬寋偺憤徧偲偄偆偺偑婎杮揑側摿挜偱椉嬌偵暘偐傟偨宍偵側偭偰偄傞偺偵懳偟丄乽柫暱寋乿偼丄椉恊偑抧寋偵斾傋偰憹懱偵桪傟偨擏愱梡庬偱偁傝丄捠忢偺帞堢偲偼堎側傝岺晇傪壛偊偨撪梕偲側偭偰偍傝丄偦傟傪柧傜偐偵偟偰偄傞傕偺偲偄偆埵抲偯偗偵側偭偰偄傞丅乽撿晹偳傝乿偼徍榓59擭偵擔杮弶偺柫暱寋偲偟偰搊応偟丄徚旓幰偐傜偺巟帩傪摼偰丄傾儅僞働偺庡椡彜昳偲側偭偰偄傞丅撿晹偳傝偼丄慶晝曣寋偲側傞愒寋偺悧傪尨嶻崙偺僼儔儞僗偐傜桝擖偟丄崙撪偱惗嶻偟偨愒寋乮儗僢僪僐乕僯僢僔儏乯偺僆僗傪晝偵丄崙嶻偺敀寋乮儂儚僀僩儘僢僋乯偺儊僗傪曣偲偟偰惗嶻偝傟傞丅愒寋偺巪枴偲敀寋偺廮傜偐偝傪崌傢偣帩偭偨枴偲側偭偰偄傞丅
 |
丂傑偨丄惗嶻曽朄偼埨慡惈傪廳帇偟偨傕偺偱丄慡帞堢婜娫傪捠偠偰峈惗暔幙傗崌惉峈嬠嵻傪巊梡偣偢丄嶦嬠擻椡偺崅偄怉暔拪弌塼傪栻昳戙傢傝偵巊梡偟丄忀桘偺峣傝敂側偳偺帞椏偵傕岺晇傪壛偊偰惗嶻偟偰偄傞丅傑偨丄尨庬寋偺惗嶻偐傜僗僞乕僩偟丄徚旓幰偑彜昳傪庤偵偡傞僗乕僷乕摍偺彫攧揦偵帄傞傑偱偺惗嶻丒惢憿丒壛岺丒棳捠丒斕攧偺偡傋偰傪堦娧偟偨僔僗僥儉偱帺幮偑扴摉偟偰偄傞丅
丂傑偨丄傾儅僞働偼働儞僞僢僉乕僼儔僀僪僠僉儞偺擣掕岺応偵側偭偰偄傞懠丄姅幃夛幮儌僗僼乕僪僒乕價僗偲僐儔儃彜昳乽撿晹偳傝僶乕僈乕乿傪婜娫尷掕偱斕攧偟偨偙偲傕偁傞側偳丄愳壓晹栧偺婇嬈偲偺楢実傕妶敪偵峴偭偰偄傞丅
乮2乯丂搶擔杮戝恔嵭偺旐嵭偺奣梫
丂搶擔杮戝恔嵭偵傛傝傾儅僞働偼丄杮幮偑捗攇偵旐嵭偡傞側偳偺捈愙揑側旐奞傪庴偗偨傎偐丄恔嵭捈屻偺掆揹傗擱椏偺嫙媼晄懌側偳偵傛傝丄抧恔偵傛傞巤愝傊偺旐奞偼寉旝偩偭偨傕偺偺尨庬寋偺惗嶻傗泎棏丄惗堢偺抜奒偱戝偒側旐奞傪庴偗傞偙偲偲側偭偨丅
丂摨幮偺帒椏偵傛傞偲丄杮幮偼1奒偑悈杤丄椬愙偟偰棫抧偟丄寋擏夝懱張棟壛岺傪峴偭偰偄傞庡椡岺応偱偁傞戝慏搉岺応偼寶暔偼巆偭偨傕偺偺寶暔撪晹偼奀悈偲搚嵒偵偮偐傝丄夝懱儔僀儞偺婡夿偼悈杤偟偨丅戝慏搉巗偵椬愙偡傞棨慜崅揷巗偵偁傞寋擏憏嵷丒寋僈儔僗乕僾惢憿偺崅揷岺応偼帠柋強偺晹暘偺崪慻傒傪巆偟偰偡傋偰棳偝傟偨丅摨偠偔棨慜崅揷巗偵偁傞壛岺昳岺応偺戧偺棦岺応偼丄崅戜偵偁傞偨傔偵捈愙偺旐奞偼柶傟偨偑丄寶暔偼抧恔偱堦晹懝彎偟偨丅傑偨丄偙偺岺応偺廬嬈堳偱抧恔捈屻偵帺戭偵栠偭偰捗攇偺旐奞偵偁偭偨恖偑偄偨丅寋傪帞堢偟偰偄傞擾応偼崅戜偵偁傞偨傔偵捗攇偺旐奞偼庴偗側偐偭偨偑丄儔僀僼儔僀儞偺悺抐偵傛傝帞椏晄懌偲側傝丄栺100枩塇傪幐偆偙偲偲側偭偨丅
丂偙偺傛偆偵丄旐奞憤妟偼栺40壄墌丄巰朣丒峴曽晄柧幰偼10柤乮幮堳5柤丄忷戸2柤丄僷乕僩3柤乯偲偄偆恟戝側旐奞傪傾儅僞働偼旐偭偨丅
丂偟偐偟丄恔嵭偐傜4僇寧傕宱偨側偄7寧1擔傪乽暅嫽擔乿偲偟偰栚昗偵宖偘丄惗嶻儔僀儞傪暅媽偟丄恔嵭屻弶傔偰偺弌壸傪峴偆暅嫽幃傪奐嵜丄旐嵭抧偺拞偱傕偄偪憗偔丄暅嫽傊偺摦偒傪栚偵尒偊傞宍偱帵偟偰偄傞丅
2丂帞椏揦偐傜僗僞乕僩偟偰偄傞傾儅僞働傪丄儘乕僇儖僀儞僥僌儗乕僞乕偲偟偰懆偊偰偄傞榑暥偲偟偰丄嵵摗廋亀怘椏嶻嬈僋儔僗僞乕偲抧堟僽儔儞僪亁擾暥嫤丄2007擭偑偁傞丅摨彂偺戞6復乽儘乕僇儖僀儞僥僌儗乕僞乕偺摑崌壔愴棯偲擾嬈偺楢実亅傾儅僞働乮娾庤導乯乿傪嶲徠偟偰偄偨偩偒偨偄丅
3丏尨庬寋惗嶻偐傜惉寋傑偱
乮1乯丂尨庬寋惗嶻
丂柫暱寋偱偁傞乽撿晹偳傝乿偺惗嶻偵偲偭偰嵟傕戝帠側傕偺偼丄偦偺尨庬寋偺惗嶻偺堐帩偱偁傠偆丅乽撿晹偳傝乿偼丄僼儔儞僗偐傜擭偵2夞丄尨庬偺愒寋偺僆僗丒儊僗傪桝擖偟偰丄崙撪偺帞堢応偱偦偺棏傪泎壔偝偣丄偦偺悧偺偆偪僆僗傪晝恊偲偟偰丄敀寋偺儊僗偲岎攝偝偣偰惗嶻偟偰偄傞丅偙偺晝恊偲側傞僆僗偺愒寋偺惗嶻偑乽撿晹偳傝乿偺惗嶻偺廳梫側億僀儞僩偱偁傞偑丄偦偺惗嶻偵昁梫偲側傞慶晝曣偵偁偨傞愒寋偺堐帩傕摨條偵廳梫億僀儞僩偲側傞丅偦偺偨傔丄愒寋偺桝擖偺抜奒偐傜嵶怱偺拲堄偑庢傜傟偰偄傞丅尨庬偼偐偮偰偼擭6夞桝擖偟偰偄偨偺偑丄崅昦尨惈捁僀儞僼儖僄儞僓偺姶愼偺儕僗僋傪壓偘傞偨傔偵丄尰嵼偱偼僀儞僼儖僄儞僓偑彮側偄5寧偲11寧偺擭2夞偵尷掕偟偰偄傞丅傑偨丄尨庬傪帞堢偟偰偄傞寋幧偵偼棫偪擖傞偙偲偑偱偒傞恖堳傕惂尷偟丄愱擟偺怑堳偺傒偑懳墳偡傞傛偆偵偟偰偄傞丅
乮2乯丂泎棏偺抜奒
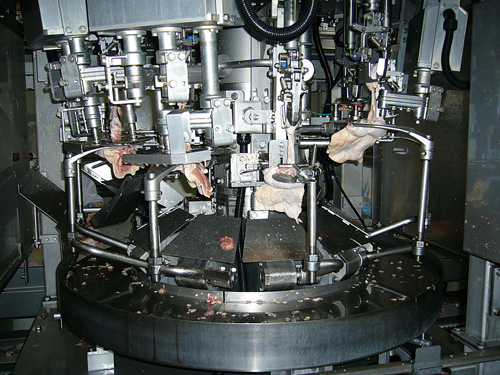
丂慶晝曣偵偁偨傞愒寋偺僆僗丒儊僗偺岎攝偵傛偭偰惗傑傟偨棏偼丄庬寋偺帞堢応偐傜傎偳嬤偄泎棏応傊偲堏偝傟丄泎棏婍偵偐偗傜傟傞丅泎棏応偱偼丄壏搙偲幖搙偺娗棟傪揙掙偟偰峴偆側偳丄鉱枾偵泎棏偺忬懺偑僐儞僩儘乕儖偝傟偰偄傞丅傑偢丄僙儞僒乕傪梡偄偰庴惛偟偰偄側偄棏偼偡偖偵張暘偝傟傞丅傑偨丄棏偺撦抂偵恓偱寠傪奐偗偰儚僋僠儞傪搳梌偟偰偄傞丅儚僋僠儞搳梌偺婡夿偼擔杮偱2斣栚偵摫擖偟偨偦偆偱丄昳幙娗棟偵懳偡傞嫮偄堄梸偑姶偠傜傟偨丅傑偨丄僩儗乕僒價儕僥傿傊偺懳墳傕偁偭偰丄惗嶻娗棟忋丄寋幧偛偲偵惗嶻偝傟偨棏傪孮娗棟傪偟偰偄傞丅
 |
恊寋偲側傞悧 |
丂悧偑惗傑傟傞偲丄晝恊偲側傞僆僗偺傒偑慖敳偝傟傞丅傾儅僞働偱偼塇栄偺堦晹偑僆僗偼1抜偱儊僗偼2抜偵側偭偰偄傞偙偲偵傛傞塇栄娪暿傪峴偭偰偄傞丅
 |
悧偺慖暿嶌嬈 |
丂愒寋偺僆僗偲敀寋偺儊僗偺岎攝偵傛偭偰惗傑傟偨棏傕摨條偵嵶怱偺拲堄偺壓偱娗棟偝傟傞丅泎棏婍偺拞偱偼壏搙偲幖搙偺娗棟傪偡傞偙偲偱惉堢忬嫷傪僐儞僩儘乕儖偡傞偙偲偑偱偒丄椺偊偽僗乕僷乕偱偺廀梫偺憹壛偵崌傢偣傞宍偱惗擏偺弌壸帪婜傪挷惍偡傞傛偆偵丄悧偺泎壔偺帪婜傪僐儞僩儘乕儖偟偰偄傞丅10擔偔傜偄偺弌壸帪婜偺挷惍偑壜擻偱偁傞偲偺偙偲偱偁偭偨丅悧偼廡偵6夞丄嶱壓偺帞堢応傊弌壸偝傟傞丅弌壸愭偼暯忢帪偵偼24儠強偱偁偭偨偑丄恔嵭偺塭嬁偱10寧偺挷嵏帪揰偱偼栺14儠強偵尷傜傟偰偄偨丅
乮3乯丂帞堢抜奒偱偺摿挜
丂寋偵尷傜偢抺嶻偱偼捁僀儞僼儖僄儞僓傗岥掻塽側偳偺姶愼徢偺儕僗僋偵偝傜偝傟偰偍傝丄偦偺儕僗僋傪偄偐偵壓偘傞偐偑嵟傕廳梫側儕僗僋娗棟偲側偭偰偄傞丅傾儅僞働偺帞堢応偱傕偦偺揰偼揙掙偟偰偄傞丅傑偢丄寋幧偺偁傞擾応傊擖傞偵偼丄偡傋偰偺帺摦幵偼徚撆巤愝偱徚撆塼偺僔儍儚乕傪梺傃傞傛偆偵側偭偰偄傞丅傑偨丄巹偺傛偆側朘栤幰偺傒側傜偢擾応娭學幰傕娷傔偰擾応傊偺擖応幰偼捈慜1廡娫偺峴摦偵偮偄偰偺妋擣傪媮傔傜傟丄奜晹偐傜偺姶愼尮偺帩偪崬傒傪梊杊偟偰偄傞丅僂傿儖僗偼栰捁傗栰惗摦暔摍偵傛偭偰帩偪崬傑傟傞偍偦傟偑戝偒偄偺偱丄寋幧偼抐擬嵽傪懡梡偟偨僂傿儞僪儗僗偺傕偺偱丄廲抐姺婥傪峴偆偙偲偱丄姶愼傪梊杊偟偰偄傞丅傑偨丄偦傕偦傕帞堢抜奒偺擾応偑嶳偺拞偱晛捠偼恖偑棃側偄傛偆側偲偙傠偵棫抧偟偰偄傞偙偲傕姶愼梊杊偺堄枴偑偁傞丅
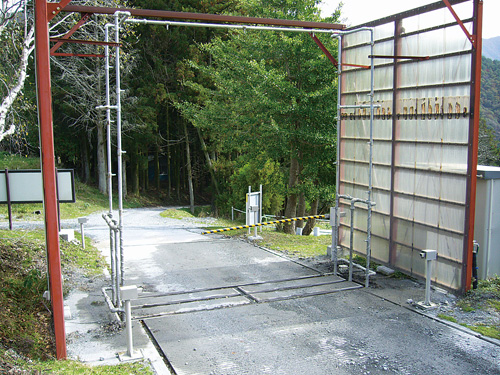 |
擾応擖傝岥偺徚撆愝旛 |
 |
僂傿儞僪儗僗寋幧 |
丂尨庬偺愒寋偺桝擖偑捁僀儞僼儖僄儞僓偺敪惗偑彮側偄5寧偲11寧偺2夞偵側偭偰偄傞偙偲偼愭偵傕弎傋偨偑丄摿昅偡傞傋偒偼偦偺屻偺抜奒偱偁傝丄桝擖偝傟偨尨庬寋偼惉揷嬻峘偐傜8帪娫傪偐偗偰娾庤導揷栰敤懞偵偁傞帺幮偺専塽強偵塣傃崬傒丄埲屻2廡娫傪専塽偺婜娫偲偟偰偄傞丅帺幮偱偦偙傑偱偺懳墳傪偟偰偄傞偺傕丄傗偼傝捁僀儞僼儖僄儞僓偺儕僗僋傪夞旔偡傞偨傔偱偁傞丅
丂傑偨丄帞梴曽朄偵傕怓乆偲岺晇偑尒傜傟丄椺偊偽愒寋偺僆僗偲敀寋偺儊僗傪堦弿偵擖傟偰偄傞寋幧偱偼丄僆僗偑帞椏傪怘傋偡偓側偄傛偆偵僩僒僇偑擖傜側偄峔憿偺媼塧婍傪巊偭偨傝偟偰偄傞丅廤棏偼1擔偵4夞峴偄丄偱偒傞偩偗憗偔廤傔偰徚撆偡傞偙偲偱丄昳幙娗棟傪偟偰偄傞丅
 |
寋幧撪偺愒寋亯偲敀寋亰 |
丂帞椏偼暯忢帪偵偼愇姫偲堦晹偼姌愇偺帞椏夛幮偐傜帺幮偱塣憲偟偰偄偨偑丄恔嵭偱椉曽偺帞椏夛幮偲傕旐嵭偟偨偨傔偵尰嵼偼懠幮偐傜偺嫙媼傪庴偗偰偄傞丅挷嵏帪揰偱偼丄12僩儞幵偑傎傏1擔1戜丄寧偵栺20擔掱搙丄帞椏傪塣斃偟偰偄傞偲偺偙偲偱偁偭偨丅帞椏愝寁偼帞椏夛幮偲嫟摨偱峴偭偰偄傞丅
丂側偍丄偙偺抜奒偺寋偼63廡傑偱帞梴偟偨屻偵攑寋偟丄嬨廈偺攑寋嬈幰偵堷偒庢傜傟偰偄偔丅
丂寋擏偺惗嶻偱偼惗嶻惈偺椙偝偑捈愙揑偵廂塿惈偵偮側偑偭偰偔傞偑丄傾儅僞働偱偼埨掕揑偵悧傪嫙媼偟惗嶻惈傪崅傔傞偨傔偺岺晇傕偟偰偄傞丅庬寋晹晹挿偺峳栘峀恖巵偼丄帞椏偵傛傝寋偺挵撪傪僐儞僩儘乕儖偡傞偙偲丄彴偺愻忩傗悈棊偪偺彮側偄媼悈婍偺巊梡側偳傪嬶懱揑側椺偲偟偰愢柧偟偰壓偝偭偨偑丄妋偐偵寋幧偺拞偼姡憞偟偰偄偰慺恖栚偵傕塹惗忬懺偑椙偄偙偲偼傛偔暘偐傞忬懺偱偁偭偨丅偙偺椙岲側寋幧撪偺娐嫬傪嶌傞偨傔偵巊傢傟偰偄傞僼儘傾僸乕僥傿儞僌偵傕岺晇偑側偝傟偰偄傞丅寋暢儃僀儔乕傪摫擖偟丄寋暢傪擱椏偲偟偰棙梡偟丄堢惉幧偺僼儘傾僸乕僥傿儞僌側偳偵擬棙梡偟偰偄傞偺偱偁傞丅
丂偙偺寋暢儃僀儔乕偵尒傜傟傞傛偆偵丄僄僐側惗嶻傪峴偭偰偄傞偲偄偆偙偲傕傾儅僞働偺摿挜偱偁傞丅僄僐偲偄偆揰偱偼丄CO2偺敪惗偵傕攝椂偟偰偄傞偙偲傕拲栚偝傟傞丅堦娧偟偨惗嶻僔僗僥儉偱偁傞偨傔偵丄寋擏1僉儘僌儔儉摉偨傝偺CO2偺敪惗検傪儔僀僼僒僀僋儖傾僙僗儊儞僩乮LCA乯庤朄偵傛傝攃埇偱偒偰偄傞偲偺偙偲偱偁傞丅
乮4乯丂泎棏丒帞堢抜奒偱偺恔嵭偲懳墳
丂寋傪帞堢偟偰偄傞擾応偼戝慏搉巗偺嬤峹偺嶳偺拞偵偁傝丄尨庬傪帞堢偡傞寋幧傕偦傟傜偺擾応偺拞偵寶偭偰偄傞丅嶳偺拞偱偁傞偺偱捗攇偺旐奞偼柍墢偱偁偭偨偑丄抧恔偵敽偆掆揹丄偦偟偰掆揹偲擱椏晄懌偺偨傔偵惗偠偨悈偺掆巭丄偝傜偵偼摴楬栐偺悺抐傗増娸偵棫抧偟偰偄傞桝擖帞椏娭學偺僒僀儘偺旐嵭側偳偵傛傞帞椏晄懌偲偄偆嬌傔偰尩偟偄忬嫷偵偙傟傜偺擾応偼捈柺偟偨丅
丂抧恔敪惗摉帪丄70枩屄傎偳挋棏偟偰偄偨泎壔応偼丄寶暔帺懱偼彴偺堦晹偵旐奞偑偁偭偨偩偗偱戝偒側旐奞偼柍偐偭偨丅泎棏婍偺拞偵擖偭偰偄偨40枩屄偺偆偪夡傟偨偺偼1,000屄掱搙偱偁偭偨丅偟偐偟僀儞僼儔偺旐嵭偼偙偙偵傕戝偒側旐奞傪傕偨傜偟偨丅傑偢偼掆揹偱偁傞丅揹婥偼栺10擔娫丄掆揹偟偨丅掆揹偡傞偲丄嵒杊僟儉偐傜堷偄偰偄傞悈傪巊偆偙偲偑偱偒側偔側傝丄擬丄摦椡丄悈偺偄偢傟偵傕晄搒崌偑弌偰偔傞丅掆揹偺嵟弶偺3擔娫掱搙偼帺壠敪揹側偳傕壜擻偱偁偭偨偑丄挋憼偟偰偄偨愇桘偑晄懌偡傞偵偮偄偰丄桪愭弴埵偑彊乆偵曄傢偭偰偄偭偨偲偄偆偙偲偱偁偭偨丅傑偢偼抧恔偺梻擔3寧12擔(搚)偵弌壸梊掕偱偁偭偨悧偼丄弌壸傑偱帺壠敪揹偺揹婥傪巊偭偰曐壏摍傪峴偄弌壸偱偒偨丅偟偐偟擔梛擔傪嫴傫偱寧梛擔偵弌壸偡傞梊掕偱偁偭偨悧偵偮偄偰偼揹婥偺僗僀僢僠傪愗傜偞傞傪偊側偐偭偨丅泎棏晹晹挿偺孎扟嫓巵偼偦偺帪偺婥帩偪傪丄悧偑偐傢偄偦偆偱斶偟偐偭偨丄傑偨嵞壱摥偱偒傞偺偐偲晄埨偵巚偭偨偲岅偭偰偄偨丅
丂尷傜傟偨敪揹梡偺愇桘傗丄尷傜傟偨帞椏偲偄偆尩偟偄忬嫷壓偱丄偦傟傜偺帒尮傪巊偭偰庣傞傋偒傕偺偼尨庬寋偱偁傞偲桪愭弴埵偑柧傜偐偵側偭偨丅尷傜傟偨擱椏傗帞椏偼尨庬寋偵傑傢偝傟偨丅揹婥傗帞椏偺搑愨偵傛傝擏梡偵帞堢偝傟偰偄偨懡偔偺寋偺柦傪幐傢偣傞偙偲偵側偭偨偑丄寢壥揑偵傾儅僞働偺惗嶻偺廳梫側億僀儞僩偱偁傞尨庬寋偼堐帩偝傟丄偦偺屻偺懍傗偐側惗嶻偺暅嫽傪幚尰偡傞戝偒側椡偲側偭偨丅偙偺傛偆偵嬌尷揑側忬嫷壓偱揔愗側宱塩敾抐傪偟偰偄偭偨偙偲偑丄偦偺屻偺暅嫽夁掱偵僾儔僗偵嶌梡偟偰偄傞偙偲偵偼拲栚偟偰偍偒偨偄丅
4丏岺応抜奒
乮1乯丂庡椡岺応偱偁傞戝慏搉岺応
丂愭偵旐嵭偺奣梫傪弎傋偨偲偙傠偱彂偄偨傛偆偵丄傾儅僞働偼戝慏搉巗偺杮幮偲摨偠晘抧撪偵偁傞戝慏搉岺応偵壛偊丄椬愙偡傞棨慜崅揷巗偵擇偮偺岺応傪帩偭偰偄偨丅
丂寋偺夝懱張棟偼戝慏搉岺応偺傒偱峴偭偰偍傝丄戝慏搉岺応偼庡椡岺応偲側偭偰偄傞丅戝慏搉岺応偱偼怘擏壛岺傕堦晹峴傢傟偰偄傞丅暯忢帪偵偼丄1擔栺3枩塇偺寋偑夝懱張棟偝傟丄怘擏偲偟偰偁傞偄偼壛岺怘昳偲偟偰慡崙偵弌壸偝傟偰偄偨丅
丂挷嵏帪揰偱偼暯帪偺6妱掱搙偺壱摥忬嫷偵傑偱夞暅偟偰偄偨丅
 |
怘擏岺応撪晹 |
 |
崪敳偒婡 |
乮2乯丂岺応偺旐嵭偲暅媽
丂戝慏搉岺応偼捗攇偵傛傝1奒偼姰慡偵悈杤偟丄奀悈偲搚嵒偑岺応撪偵怤擖偟丄夝懱張棟傗壛岺岺掱偺婡婍椶偺傎傏偡傋偰傪攋夡偟偨丅偙傟傜偺婡婍椶偺偆偪丄廋棟偑壜擻偱偁偭偨夝懱慖暿梡偺堦晹偺婡婍偼丄婡婍儊乕僇乕偵堦搙憲偭偰丄廋棟傪偟偰岺応偵暅婣偝偣偨偑丄儀儖僩僼儕乕僓乕傗椻搥婡側偳偺婡婍偼偡傋偰傪岎姺偡傞偙偲偲側偭偨丅傕偪傠傫懡妟偺搳帒妟偲側偭偨偑丄怴偟偄椻搥婡傪擖傟偨偙偲偱揹婥戙偑愡栺偱偒偨偙偲傗丄廬嬈堳偺岺応撪偱偺摦慄傪惍棟偱偒偨偙偲偱廬嬈堳偺埨慡惈岦忋偲側偭偨摍偺僾儔僗偺柺傕庒姳偁偭偨偲丄壛岺晹晹挿偺桍揷壚岶巵偼榖偟偰偍傜傟偨丅傑偨丄婡婍偺暅媽丒峏怴埲奜偵傕丄岺応撪偐傜偺搚嵒偺塣傃弌偟傗惔憒偵偮偄偰偺廬嬈堳偺搘椡偑偁偭偰偙偦丄暅媽偑憗傑偭偨柺傕偁傞丅
丂夡柵偟偨崅揷岺応偱峴偭偰偄偨寋僗乕僾惗嶻偼懠幮傊奜晹埾戸偟丄廬嬈堳偼偡傋偰杮幮丒戝慏搉岺応偵堏摦偝偣偨丅傑偨丄戧偺棦岺応偱惗嶻偟偰偄偨僒儔僟僠僉儞傗寋偩傫偛摍偺惗嶻偼戝慏搉岺応偵堏偟偨丅偙偺偨傔丄尰嵼偼戝慏搉岺応偑夝懱張棟偐傜壛岺丒斕攧傑偱偺偡傋偰傪扴摉偡傞宍偲側偭偰偄傞丅
丂7寧1擔偵偼戝慏搉岺応偑嵞奐偡傞偙偲偲側傝丄偦傟傪廽偟偰暅嫽幃偑峴傢傟偨丅偙偺憗偄暅媽偵摉偨偭偰偼丄摨幮偺幮堳偺搘椡偲婡婍儊乕僇乕偺嫤椡偑戝偒側悇恑椡偲側偭偨丅
5丏恔嵭帪偺婇嬈峴摦丒儅僱僕儊儞僩偺峴摦
乮1乯丂捈屻偺堄巚寛掕
丂3寧11擔偺抧恔敪惗帪丄傾儅僞働偺忢柋庢掲栶偱娗棟摑妵栶堳偺懞忋庣峅巵偼杮幮偵偍傜傟偨丅偦偺弖娫偺偙偲傪丄乽寶暔偑偮傇傟傞偲巚偭偨丅戝曄側偙偲偑婲偙傞偲巚偄丄懌偑恔偊偨丅乿偲榖偟偰壓偝偭偨丅抧恔偺5暘屻偵偼懞忋巵偺崋椷偺壓偱慡幮堳栺400柤偑壆奜偵旔擄偟丄惍楍偟偰揰屇傪偲傝丄庢傝巆偝傟偨恖偑偄側偄偙偲傪妋擣偟偨丅偦偺娫偵丄捗攇寈曬偑嵟弶偼3m丄屻偵偼6m偺捗攇偑梊憐偝傟傞偙偲傪揱偊偼偠傔偨丅杮幮偲岺応偼奀偐傜栺2km偱奀敳6m偺偲偙傠偵埵抲偡傞偺偱丄崅戜偵偁傞戝慏搉巗偺巗柉暥壔夛娰儕傾僗儂乕儖傊慡堳偺旔擄傪巜帵偟偨丅岺応挿傪愭摢偵丄宱塩婇夋晹挿傪偟傫偑傝偵偟偰旔擄堏摦偡傞傕丄搑拞偱夁屇媧徢忬偱搢傟傞恖傕弌偰丄偦偺恖偨偪傪儚僑儞幵偵忔偣側偑傜慡堳偑旔擄偟廔偊偨帪丄偡偖懌壓傑偱捗攇偼棃偰偄偨偲偄偆嬞敆偟偨忬嫷偱偁偭偨偲偄偆丅丂幚偼慡堳偲偄偆偺偼惓妋偱偼側偄丅宱棟杮晹挿丄塩嬈晹挿媦傃憤柋娭學偺2乣3柤偺怑堳偼杮幮傪庣傞偨傔偵寶暔偺忋奒偵棷傑偭偨偲偄偆偙偲偱偁傞丅姴晹偺幮堳偑庤暘偗偟偰丄幮堳傪庣傝丄夛幮傪庣偭偨偺偱偁傞丅
 |
懞忋忢柋偐傜偺暦偒庢傝挷嵏 |
 |
杮幮偲戝慏搉岺応 |
丂儕傾僗儂乕儖偵旔擄偟偨幮堳偼偦偺屻丄惙彫妛峑偺旔擄強傊堏摦偟偨丅怘傋暔傕側偄拞偱丄幮堳偨偪偼旔擄強偺庤揱偄傪偡傞傎偐偵丄慡椡傪偁偘偰幮堳偺埨斲妋擣傪峴偭偨丅偦偺寢壥丄埨斲妋擣偱偒側偄幰偑摉弶偼200柤傎偳偱偁偭偨傕偺偑丄1廡娫掱搙偱50恖傑偱尭彮偟偨丅
丂恔嵭2擔栚偵偼旔擄強偱壠懓偑柍帠偱偁偭偨壽挿僋儔僗埲忋偺姴晹幮堳偑廤傑傝丄傑偢偼壛岺昳偺嵼屔傪旔擄強偵攝晍偡傞偙偲傪寛掕偟偨丅
丂恔嵭敪惗帪偵偼幮挿偼弌挘拞偱偁傝丄懞忋巵偑僩僢僾偲偟偰偺儕乕僟乕僔僢僾傪偲偭偨偑丄恔嵭捈屻偺堄巚寛掕偑揑妋偐偮恦懍偱偁偭偨偙偲偼傾儅僞働偲摨幮偺幮堳偵偲偭偰岾塣側偙偲偱偁偭偨丅懞忋巵偼暦偒庢傝挷嵏偺拞偱乽幮堳偲夛幮傪庣傞乿偲偄偆尵偄曽傪偝傟偨偑丄傑偝偵偦偺捠傝偺堄巚寛掕偱偁偭偨丅儅僱僕儊儞僩傪偡傞忋偱丄壗偵壙抣傪抲偔偺偐偑柧妋偱偁偭偨偙偲偑恦懍側堄巚寛掕偵偮側偑偭偨傕偺偲峫偊傜傟傞丅
乮2乯丂暅嫽偺偨傔偺堄巚寛掕
丂恔嵭屻3擔傎偳偐偗偰幮挿偑戝慏搉偵栠偭偰偒偨偺偱丄忢柋埲忋偺栶堳偑廤傑傝丄崱屻偺懳墳傪専摙偟偨丅懞忋巵偼戝慏搉岺応傪偙偺応偱嵞寶偡傞偙偲偼偱偒側偄偲巚偭偨偲弎傋偰偄傞偑丄嬈幰偵寶暔傪尒偰傕傜偭偨偲偙傠丄杮幮丄岺応偲傕丄廋慤偡傟偽巊偊傞偲偄偆寢榑偱偁偭偨偟丄崅揷岺応偺椬愙抧偵怴岺応傪寶愝偡傞埬偵偮偄偰偼1擭嬤偄寶抸婜娫偑栤戣偵側偭偨丅偦偺偙偲傪摜傑偊偰丄杮幮偲岺応偼尰忬暅婣偝偣偰惗嶻傪嵞奐偝偣傞偲偄偆堄巚寛掕傪偟偰偄傞丅
 |
 |
暅嫽幃偺條巕 |
丂偦偺屻偼惙壀巗偺嬈幰偵岺帠傪埶棅偟丄怘昳岺応婡婍儊乕僇乕偺慜愳惢嶌強傪偼偠傔偲偡傞奺幮偵棃偰傕傜偄丄僗働僕儏乕儖傪嶌惉偟偨偲偙傠丄4乣5僇寧偱暅媽偱偒傞尒捠偟偑棫偪丄7寧1擔傪暅媽偺栚昗擔偵愝掕偟丄暅媽嶌嬈偵庢傝偐偐傝丄梊掕捠傝7寧1擔偵暅嫽幃傪峴偭偰偄傞丅暅媽偵偼栺100柤偺幮堳偑摉偨傞偙偲偲偟偰丄偦傟埲奜偺幮堳傗僷乕僩傗忷戸偼堦帪揑偵夝屬偟偨丅傑偨梊掕偟偰偄偨怴懖幰偺嵦梡傕庢傝徚偝偞傞傪偊側偐偭偨丅
丂傾儅僞働偺堄巚寛掕偺恦懍偝偼摿昅偝傟傞傋偒傕偺偱偁傞丅旐嵭屻悢擔偱曽恓傪棫偰丄偟偐傕7寧1擔偲偄偆嬶懱揑側尒偊傞栚昗傪採帵偟偨儅僱僕儊儞僩偺傗傝曽偼幮堳偺巑婥傪忋偘傞岠壥揑側傗傝曽偱偁偭偨偲尵偊傛偆丅堦帪揑偵幮堳傗僷乕僩傪夝屬偣偞傞傪偊側偐偭偨偺偼嬯廰偺慖戰偱偁偭偨傛偆偱偁傞丅夛幮偑憗媫偵暅媽偡傞偙偲偙偦憗婜偵屬梡傪夞暅偡傞曽朄偱偁傞偲偺敾抐偱偁偭偨傛偆偩丅
乮3乯丂儕僗僋娗棟偲暘嶶
丂儕僗僋傊偺懳張朄偲尵偊偽暘嶶偡傞偙偲偑婎杮偱偁傞偑丄傾儅僞働偺応崌偼棫抧偵偍偄偰傕惢昳偺暆偵偍偄偰傕偁傞掱搙偺暘嶶偑峴傢傟偰偄偨偲峫偊偰傛偄偲巚傢傟傞丅棫抧偵偮偄偰尵偊偽丄捁僀儞僼儖僄儞僓偺姶愼杊巭偺偨傔偵惗嶻擾応偑暘嶶偟偰偄傞偙偲丄岺応偑庡椡偺戝慏搉岺応偺懠偵棨慜崅揷巗偺2儠強偵暘嶶偝偣偰偄偨偙偲丄惢昳偼乽撿晹偳傝乿偑庡側惢昳偱廤拞偟偰偄傞傕偺偺丄惗擏偩偗偱偼側偔僒儔僟僠僉儞摍偺壛岺昳偵暘嶶偟偰偄傞偙偲丄峏偵偼娾庤導撪偺揷栰敤懞偵偼乽偁偄姏乿偺惗嶻丄壛岺丄斕攧傪峴偆姅幃夛幮娒抾揷栰敤偑偁傞偙偲丄搶嫗偵偼奜怘嶻嬈偺姅幃夛幮僟僀僯儞僌僉儍僗僩傪娭楢夛幮偲偟偰帩偭偰偄傞偙偲摍乆丄怓乆側宍偱懡妏壔偑峴傢傟偰偄傞丅
丂寢壥揑偵偼棨慜崅揷巗偺2岺応偺偆偪1岺応偼棳幐偟丄巆偭偨1岺応傕暅媽偵捈愙偵偼峷專偡傞宍偵側傜側偐偭偨偑丄偟偐偟恔嵭捈屻偵偼崅戜偵偁偭偨戧偺棦岺応偺嵼屔偑怘椏嫙媼偵栶棫偭偨柺傕偁傞丅傑偨丄斾妑揑旐奞偺彮側偐偭偨姅幃夛幮娒抾揷栰敤偼丄恔嵭屻偵偼惙壀偵棳捠僙儞僞乕傪抲偄偰丄彜昳偺嫙媼傪懕偗丄屭媞傪偼偠傔偲偡傞婇嬈偺塩嬈傪巟墖偡傞偙偲偵側偭偨丅
丂偙傟傜偺暘嶶壔偼堄恾揑偵峴偭偨偲偄偆傛傝偼屄暿偵堄巚寛掕偟峴摦偟偰偒偨寢壥丄婜偣偢偟偰偱偒偁偑偭偨偲偄偆惈奿偺傕偺偺條偱偁傞偑丄寢壥揑偵岠壥揑側儕僗僋娗棟嶔偲側偭偰偄偨丅尨庬寋偺桝擖摍偵尒傜傟傞傛偆偵丄傾儅僞働偼廬棃偐傜捁僀儞僼儖僄儞僓傊偺懳墳側偳丄愊嬌揑偵儕僗僋傊懳墳偡傞巔惃偑偁傝丄娫愙揑偵偼偦偺巔惃傕塭嬁偟偰偄偨偺偐傕偟傟側偄丅
乮4乯丂抧堟幮夛偺偨傔偵
丂傾儅僞働偼戝慏搉巗偁傞偄偼偦傟傪娷傓婥愬抧曽傪戙昞偡傞婇嬈偱偁傞丅幮挿偺娒抾壠偼戝慏搉巗彜岺夛媍強偺夛挿傪2戙偵傢偨偭偰柋傔傞側偳丄抧堟宱嵪傪巟偊傞愑擟偺偁傞棫応偵棫偪懕偗偰偒偨丅偦偺偨傔傕偁偭偰戝慏搉巗傗巗偺宱嵪偵懳偡傞愑擟姶傪傕偭偰偄傞婇嬈偲側偭偰偄傞丅婇嬈偺幮夛揑愑擟偁傞偄偼CSR偲偄偆尵梩偑側偄帪戙偐傜傑偝偵偦傟傪幚慔偟偰偒偨偺偑傾儅僞働偱偁傞丅
丂偦偺偙偲偼懞忋巵偐傜偺暦偒庢傝挷嵏偺拞偱丄榖偺抂乆偵姶偠偝偣傜傟偨偙偲偱偁偭偨丅抧尦偵崻偞偟偰丄抧尦偲嫟偵妶摦偟偰偒偨宱尡偺偁傞抧尦婇嬈偵偼丄抧堟傪庣傝丄抧堟宱嵪傪妶惈壔偝偣傞椡偑偁傞偺偩傠偆丅
6丏偍傢傝偵
丂搶擔杮戝恔嵭偼丄傾儅僞働傪偼偠傔偲偡傞嶰棨抧曽偺怘昳婇嬈偵夡柵揑側僟儊乕僕傪梌偊偨丅偦偺旐奞偐傜偄偪憗偔暅嫽偡傞巔傪傒偣偨傾儅僞働偱偁傞偑丄偦傟偼庡椡岺応偑慡夡傪柶傟偨偲偄偆嬼慠偵傛傞傕偺偱偼側偄偲巚傢傟傞丅擔崰偐傜偺惗嶻尰応偱偺岺晇丄捁僀儞僼儖僄儞僓傪憐掕偟偰偺儕僗僋娗棟丄宱塩恮偺恦懍側堄巚寛掕摍乆偑惉岟梫場偵偮側偑偭偰偄傞丅
丂恔嵭捈屻偵揹椡傗帞椏偺晄懌偵捈柺偟偨尰応偱偼丄桪愭弴埵傪偮偗偰桪愭弴埵偺掅偄暔偼愗傝幪偰偨敾抐偑偁偭偨偐傜偙偦丄尨庬寋偺堐帩偵慡帒尮傪怳傝岦偗丄憗婜偺暅媽傪壜擻偵偟偨丅傑偨丄抧恔捈屻偺恦懍側旔擄偺堄巚寛掕偼懡偔偺幮堳偺柦傪媬偭偨丅尰抧揰偱偺暅媽傪栚巜偡偲偄偆堄巚寛掕傪旐嵭屻偺傢偢偐側擔悢偺拞偱峴偄丄幚嵺偵栚昗偺7寧1擔偵暅嫽幃傪峴偭偨偙偲側偳丄懡偔偺榖傪偍暦偒偡傞偙偲偑偱偒偨丅尨庬寋傪庣傝丄幮堳傪庣傝丄夛幮傪庣傝丄抧堟傕庣傞偲偄偆傾儅僞働偺堄巚寛掕偵偼嫟姶偱偒傞傕偺偑偁傞丅婋婡偵摉偨偭偰偺儅僱僕儊儞僩偺堄巚寛掕偺偁傝曽偲偟偰丄懠偺怘昳婇嬈偵偲偭偰傕帵嵈偡傞偲偙傠偺戝偒偄帠椺偱偁傠偆丅
丂嵟屻偵丄傾儅僞働偑捈柺偟偰偄傞壽戣偼懡偄偑丄彨棃揑偵廳梫偵側傝偦偆側栤戣偲偟偰丄懞忋巵偑尵媦偟偨丄①帞椏偺僗僩僢僋儎乕僪側偄偟偼帞椏岺応偺偙偲丄②帠嬈偺嵞曇丄③曻幩惈暔幙偵傛傞栤戣偺3揰傪徯夘偟偰偍偒偨偄丅
丂①偼丄崱夞偺恔嵭偐傜偺暅嫽偺偨傔偵栺7壄墌偺捛壛揑搳帒傪峴偭偰偄傞偑丄偦偺搳帒妟傪憗偔夞廂偟偰埨慡側応強偵怴偨側岺応傪寶偰偨偄偲偄偆婓朷偑偁傝丄摨帪偵丄帞椏偺僗僩僢僋儎乕僪傕捗攇偺棃側偄偲偙傠偵寶愝偟丄10擔暘掱搙偺帞椏偼忢帪僗僩僢僋偟偰偍偒偨偄偲偄偆偙偲偱偁傞丅傑偨丄崱屻丄帞椏梡暷偺妶梡傪峫偊傞偲帞椏岺応偺棫抧偑撪棨偵側傞壜擻惈傕偁傞偺偱偼側偄偐偲偄偆嫽枴怺偄巜揈傕偝傟偰偄傞丅②偼丄恔嵭偺塭嬁傪峫椂偟偰廂塿惈傪尒墇偟偨帠嬈偺嵞曇偑昁梫偱偁傠偆偲偄偆偙偲偱偁傝丄嬶懱揑偵偼惢昳偺峣傝崬傒傪恾偭偰偄偔堦曽偱丄僐儔乕僎儞摍偺寋桼棃偺壔徬昳傗婡擻怘昳側偳傕庤偑偗偰傒偨偄偲偺偙偲偱偁偭偨丅③偼丄曻幩惈暔幙偺應掕偵偮偄偰丄彫攧揦摍庢堷愭偺埨慡埨怱偺梫朷偵懳墳偡傋偔丄寁應寢壥傪偡偽傗偔忣曬採嫙偡傞偙偲偑壽戣偲側傞丅
丂偄偢傟傕傾儅僞働1幮偺傒偺壽戣偱偼側偔丄嬈奅撪偺奺幮偵嫟捠偡傞壽戣偱偁傞丅崱屻偺傾儅僞働偍傛傃嬈奅偺摦偒偵拲栚偟偰偄偒偨偄丅